
Controlling Carbonic Acidic Corrosion in Industrial Steam/Condensate Systems
Many heavy industries, including refineries, petrochemical plants, pharmaceutical facilities, and steel mills, require steam at numerous locations and have extensive steam feed and condensate return systems with many steam traps, condensate receiving tanks, and miles of piping. Makeup water treatment to the steam generators is often limited to sodium softening, which allows all other impurities in the raw makeup to enter the boilers.
Typically included in these impurities is bicarbonate alkalinity (HCO3–), which, when subjected to boiler heat, decomposes to carbon dioxide (CO2) that exits the boilers with steam. As the steam condenses in various process heat exchangers and other locations, the CO2 re-dissolves and lowers the condensate pH, subjecting condensate return piping and other equipment to acidic conditions that can be quite corrosive.
In the power industry, the common feedwater pH-conditioning chemical is ammonia, which raises the pH via the following reaction:
This is an equilibrium reaction, so the alkalinity increase is limited, usually minimizing excessive steel corrosion in the event of a chemical feed upset. (Copper alloy corrosion is a completely different story.) But ammonia is volatile, and the compound significantly partitions with steam in low-pressure boilers.
For industrial units, neutralizing amines are a common alternative for feedwater pH conditioning. These are small-chain organic molecules with an ammonia group attached to or embedded within the compound.
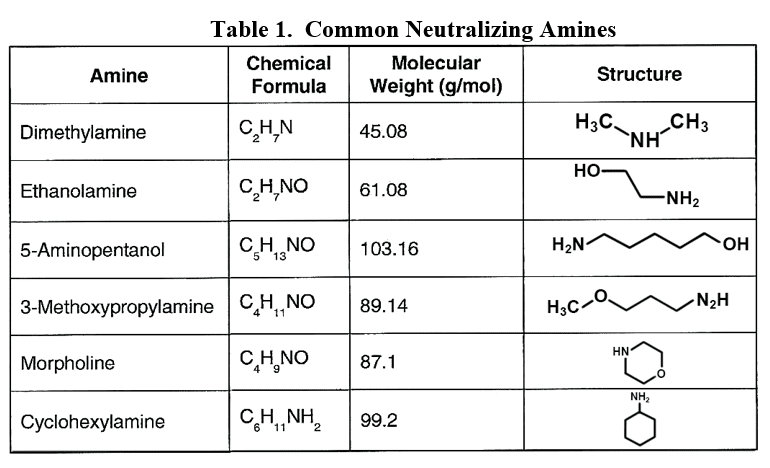
Developing the best program has sometimes been difficult with these compounds, as each has a different basicity and distribution ratio (the tendency for the product to depart with steam or remain dissolved in the boiler water). Many industrial steam generation/condensate return systems are quite complex. It is desirable to have proper pH control throughout the network, but a single compound is often insufficient to achieve these results.
With that very important concept in mind, ChemTreat researchers have developed blended amine products that can provide wide-ranging system coverage from the high-temperature boilers to process heat exchangers to the condensate return piping. ChemTreat representatives can perform plant audits, and, in conjunction with plant personnel, develop a program that fits the needs of the facility. Such programs can be coupled with advanced automated feed and monitoring systems to relieve burdens on plant operators and technical staff.
Condensate return at industrial facilities may contain numerous other impurities, which are in large part dependent on the process chemistry in the heat exchangers to which steam is applied. Even minor tube, plate, or jacket leakage may cause serious condensate contamination. Some form of condensate polishing may be necessary to clean this water before return to the steam generators. Look for additional information on this subject in upcoming blog posts and technical trade magazine articles.
Click here to read part 4 of this series.
Please contact ChemTreat for assistance in designing a treatment program customized for your application. Like all other technologies, due diligence is necessary to determine the feasibility for utilizing methods. Always consult your equipment manuals and guides.
