
The Problem
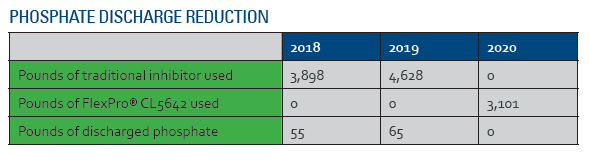
A pharmaceutical customer had a sustainability goal of reducing phosphorous discharge by 90%. Cooling tower corrosion inhibitors are commonly blended with phosphorous-containing chemicals. The cooling tower inhibitors used at the company’s West Coast campus contained phosphonate and orthophosphate and were a source of phosphate discharge in the blowdown. The customer partnered with their facility management company and ChemTreat to replace the phosphate treatment product in their central utility plant cooling towers while improving chemical feed control and minimizing city water usage.
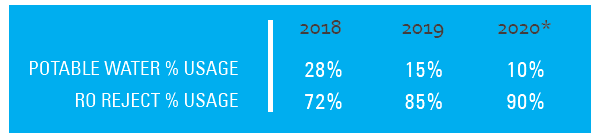
The cooling towers use a blended makeup of reverse osmosis (RO) reject and potable city water. The lower the operating cycles of the cooling towers, the higher the amount of supplemental potable city water is required for makeup. If the cooling towers can be cycled high enough, potable city water makeup usage can be minimized.
The Solution
To help the customer eliminate the use of phosphate-containing products in their cooling towers and use more RO reject water, ChemTreat introduced our FlexPro® CL5642, a fluorescent-traced treatment chemical. In partnership with the facility management company, the water treatment control technology was upgraded to a state-of-the-art Walchem W900 controller with full automation and monitoring of all chemical feeds.
The Results
Switching from the traditional cooling tower corrosion inhibitor containing phosphonate and phosphate to the advanced FlexPro® non-phosphorous inhibitor resulted in a 100% reduction in phosphate discharge from the cooling tower program.
Improved Product Control: Walchem W900 Controller
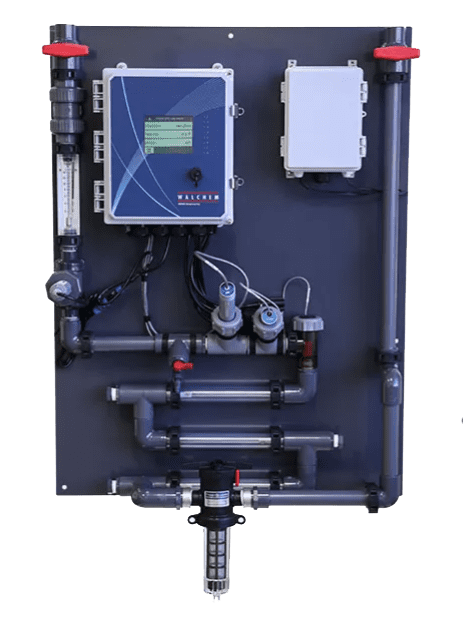
Upgrading to the Walchem W900 water treatment controller in conjunction with the change in chemistry allowed for a stepwise improvement in feed control.
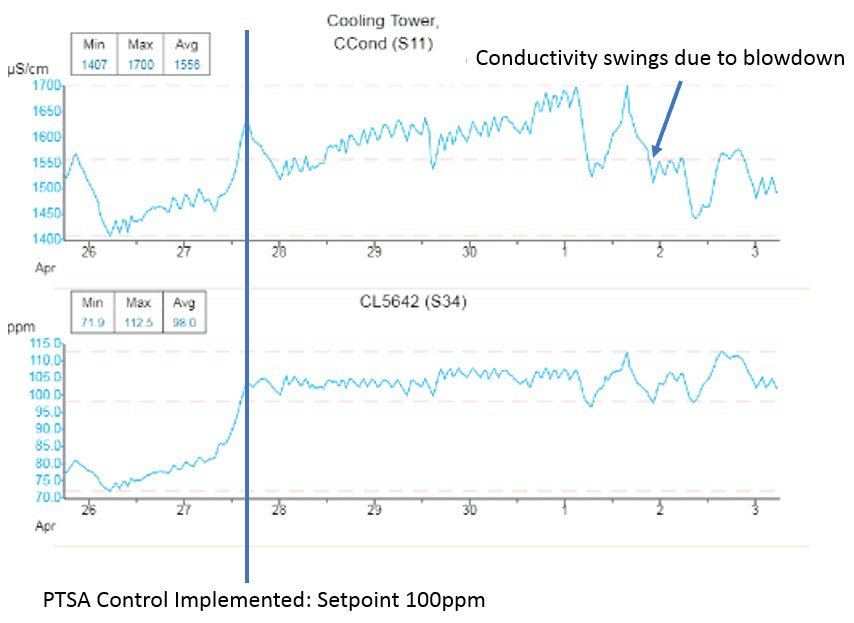
Regardless of swings in makeup water quality or tower operations such as regularly scheduled blowdown, the chemistry is maintained within a tight control band (±4 ppm) using traced PTSA technology to maintain equipment while optimizing cooling tower cycles.
Water Savings
Thanks to the improvements in chemistry and controls technology, cooling tower cycles of concentration were increased from 4 to 6. Switching to the fluorescent-traced CL5642 and upgrading the controller allowed the customer to reduce city water makeup and increase RO reject usage.
Contact us to request a consultation.
Results are examples only. They are not guaranteed. Actual results may vary.
