-
USA - English
- Locations
- SDS Access
- CTVista®+ Login

1970s: Chromate
1980-1990s: Phosphate and zinc
2000s: Zinc heavily restricted due to aquatic toxicity. Zinc is on the EPA Priority Pollutant and Toxic Pollutant Lists.
2010s: Restrictions on phosphate discharge emerge as a response to its contribution to water body degradation. Phosphate discharge can lead to:
Phosphate and zinc cooling treatment programs have many other disadvantages:
Effective cooling tower treatment without zinc or phosphate has not been a practical option, until now.
Flexible corrosion inhibitor
Binds directly with metal to form a passive surface
The inhibitor film it forms is more persistent than a phosphate barrier layer
Non-phosphorus, non-zinc
Watch a four-day time lapse video that compares a phosphate-based corrosion inhibitor and the FlexPro® program:
A southeastern U.S. industrial plant has a pond where some of its treated water is recirculated. When the plant used polyphosphate treatment, the algae growth caused the pond water to turn green. By eliminating phosphate, hypochlorite usage was reduced by 70 percent, and the pond water cleared.

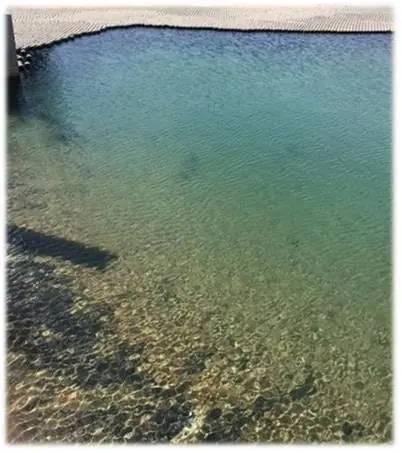
Results are examples only. They are not guaranteed. Actual results may vary.
Corrosion Rate Reduction at a Steel Mill Before and After FlexPro® Implementation
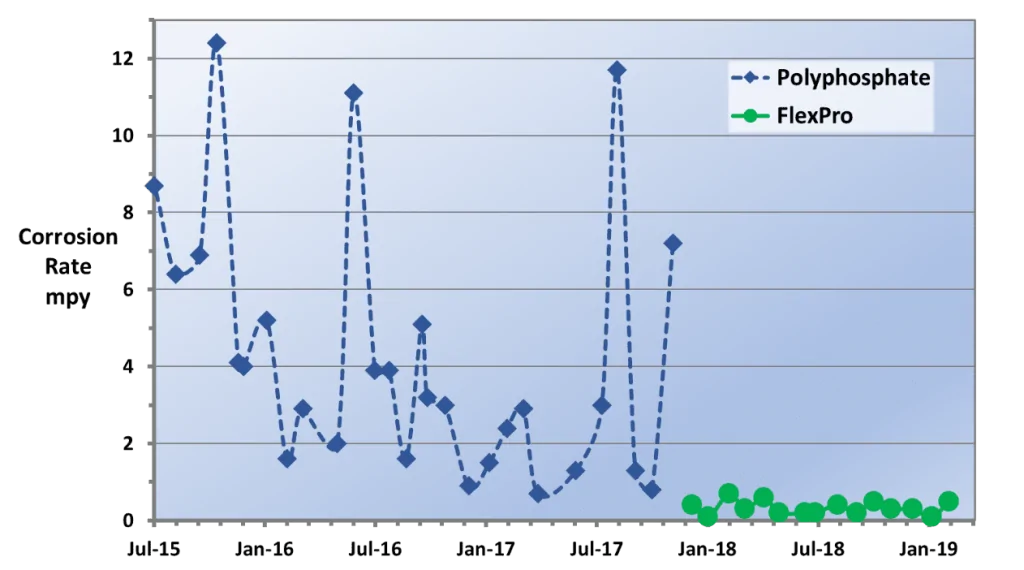
Results are examples only. They are not guaranteed. Actual results may vary.
Protection Against Stainless Steel Stress Corrosion Cracking
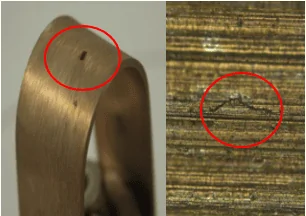
Results are examples only. They are not guaranteed. Actual results may vary.
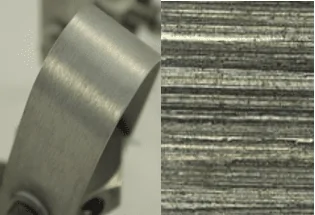
Corrosion Coupon Results


Results are examples only. They are not guaranteed. Actual results may vary.
Please contact ChemTreat for assistance in designing a treatment program customized for your application. Like all other technologies, due diligence is necessary to determine the feasibility for utilizing methods. Always consult your equipment manuals and guides.

