-
USA - English
- Locations
- SDS Access
- CTVista®+ Login

A critical propane, butane, pentane, and hexane heat exchanger was not receiving sufficient cooling water to separate the pentane and hexane from the butane and propane. The higher temperatures carried over excess pentane and hexane to the distillation column, negatively influencing its performance and productivity. The customer believed the cause of the reduced performance was fouling from hardness salts that had reduced the water flow to 3.75 gpm. The water is high-alkalinity and high– hardness, and the incoming process temperatures were exceeding 200°F. They believed low flow was a variable initiating the fouling in this exchanger.
ChemTreat proposed an on-line cleaning solution using a proprietary cooling treatment product that drops the system to a slightly negative Langelier Saturation Index and slowly dissolves calcium carbonate and calcium phosphate while protecting copper and steel alloys. The product is traced and provides dispersants, alkalinity neutralizers, and corrosion inhibitors and is generally used for tower application at 400 to 1,600 ppm and pH 6.0 to 8.0. Typically, the cleaning is maintained at pH 6.2 to 7.5 and within normal discharge levels. In the past, cleaning needed a higher-cost inhibited urea hydrochloride-, hydrochloric acid-, or sulfamic acid-based product.
ChemTreat’s cleaning product effectively inhibits mineral scale formation and deposition through a combination of crystal modification, threshold inhibition, and liberated ion dispersion. Dosage rates were determined through targeting an exchanger effluent pH of 2.5 for the first 24 hours and increasing the pH to 6.5 after that. The product was fed into the heat exchanger inlet utilizing an injection quill to deliver the low-pH chemistry within a high-flow environment to minimize holding time in the feed line and promote product dilution. The tower pH was maintained within normal ranges for discharge.
Calcium and phosphate levels in the exchanger outlet or the tower overall are monitored with heat exchanger performance and flow to track progress. This cleaning can generally be maintained long-term with typical corrosion rates of 1 to 3 mpy at pH 6.2 to 7.5. The pH should ideally be dropped below 6.2 only on individual exchangers and not in the system as a whole.
The cleaning product performed well, removing the majority of the scale, including calcium phosphate, in the first 24 hours. This cleaning improved the flow rate over 400 percent and allowed an increase in the charge rate to the distillation column. Exit temperatures on the waterside increased from 105 to 116°F while the process side exit temperature dropped from 200 to 120°F. The program can generally be run for as short as 24 hours or extended as a permanent application in extreme conditions. Typical applications are 3 to 30 days at a tower pH of 6.2 to 7.5.

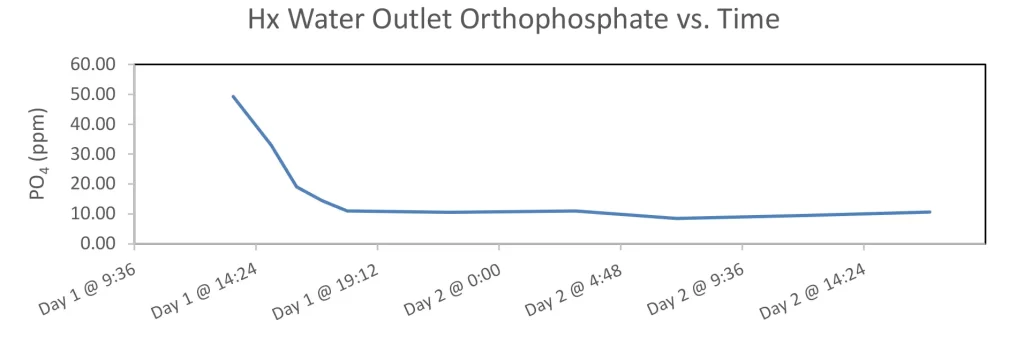
Phosphate residual was five times the background levels for the first 24 hours of the cleaning and then tapered off before the increase in pH from 2.5 to 6.5.
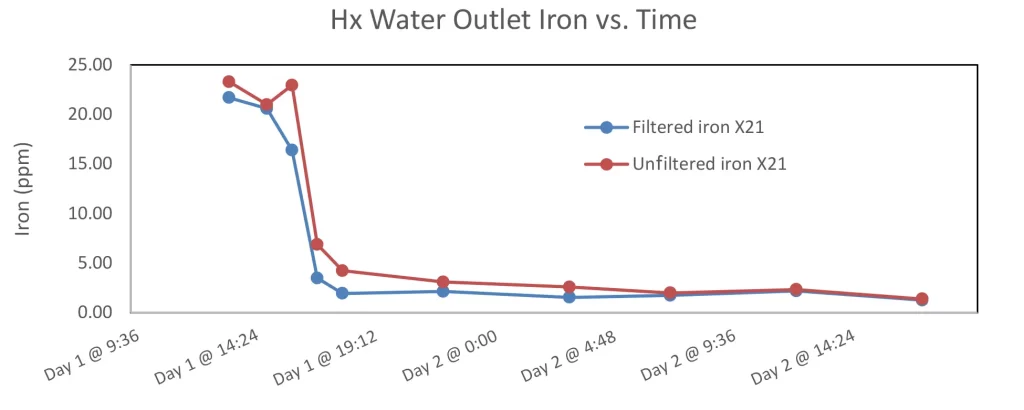
Iron followed the same pattern as phosphate, tapering off before the increase in pH from 2.5 to 6.5. The unfiltered represents the ferric ion, and the filtered represents the ferrous ion. Minimal ferric oxide was recorded during the low pH cleaning, indicating relatively low corrosion on the tube bundle
ChemTreat’s on-line process for heat exchanger cleaning provided a more effective and lower-cost alternative to industry-standard treatment at this refinery. The resulting corrosion rates were in line with industry expectations for an ongoing program using stabilized phosphate chemistry.
Results are examples only. They are not guaranteed. Actual results may vary.
