Refineries are focused on meeting unit run length and throughput targets while protecting their assets, reducing maintenance costs, and avoiding unplanned shutdowns.
ChemTreat’s highly experienced team and industry-focused chemistries are here to help our refining customers achieve their goals.
Our business model is based on establishing long-term relationships with our customers. ChemTreat field representatives typically remain in their territories for their entire careers, ensuring a deep understanding of their customer’s needs and providing unsurpassed service.
Field representatives supporting the refining industry average 20 years of experience, and our technical specialists average 22 years of experience, giving them a deep understanding of your industry’s needs.
Utility Water Treatment
Our highly experienced application experts and local water treatment specialists can provide a wide array of water treatment solutions for your utility systems.
Boiler Treatment
ChemTreat offers a full line of boiler water treatment chemicals, testing, and control equipment. Our programs can help you increase system efficiency, decrease plant downtime, reduce maintenance costs, and extend equipment life.
Film-Forming Amines
Our film-forming amines are specifically designed to minimize corrosion throughout feedwater, boiler, and condensate systems. Used in conjunction with neutralizing amine programs, filming amines can improve overall corrosion inhibition in very complex steam/condensate systems, as well as reduce neutralizing amine usage in systems with very high boiler water alkalinity.
These filming amines can also greatly improve downtime corrosion (one of the most aggressive forms of corrosion in boiler systems) compared to industry-standard programs.
Other benefits of filming amines over industry-standard programs include:
Excellent corrosion inhibition in boiler system components during layup
Improved overall corrosion inhibition when paired with a neutralizing amine program
Effectiveness in systems with complex condensate systems
Potential reduction in neutralizing amine costs in applications with high boiler water alkalinity
Active residual testing, ensuring optimized feed rates
Neat feed to feedwater and/or steam header
Film-Forming Amines: Innovative Boiler Treatment Technology for the Refining Industry
We have extensive experience providing water treatment for a variety of cooling systems. Our team will work with you to understand your needs and create a custom program to help you meet your goals.
Applying our products can help keep your system running at peak efficiency, extend equipment life, reduce water usage, and meet your environmental goals.
This treatment program includes non-phosphorus, non-zinc and low-phosphorus, low-zinc options to help your facility meet its environmental goals.
Benefits of FlexPro over industry-standard phosphate scale and corrosion inhibitor programs include:
Excellent corrosion protection
Exceptional fouling and scaling control with non-phosphorus antiscalants
Fluorescent tracing for automatic feed and precise control
Enhanced reliability thanks to extended turnaround times
Increased throughput and improved efficiency
Improved biological control that requires less chlorine
Simplified startup and passivation
Reduced calcium phosphate and zinc deposition
Reduced aquatic toxicity
FlexCorr™ Advanced Corrosion Control
Committed to continuous innovation, ChemTreat has developed FlexCorr, is an even more advanced cooling treatment technology for best-in-class corrosion performance.
Like FlexPro, this suite of products offers both non-phosphate, non-zinc, and low-phosphate, low-zinc options. It also offers an even lower aquatic toxicity by LC50 for facilities looking to improve their environmental impact.
Refinery Improves Corrosion Control & Reduces Operational Costs with FlexCorr™
ChemTreat pretreatment experts can design a full chemical treatment and monitoring program customized to your specific needs. They can review design metrics around reverse osmosis systems and any upstream filtration and work with you to improve the overall efficiency of your pretreatment system.
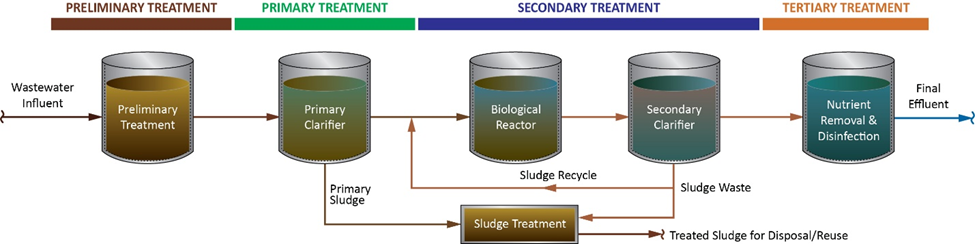
Wastewater Treatment
Our wastewater specialists can customize a wastewater treatment process that helps your refinery optimize chemical usage, improve effluent flow rates, and reduce off-site treatment costs.
Our solutions can support the following treatment needs at your facility:
Biochemical oxygen demand (BOD) and chemical oxygen demand (COD) reduction
Inhibitory compound reduction for improved biodegradability
Stripped sour water
Spent caustic
Sulfur compounds (e.g., hydrogen sulfide, thiosulfates, and mercaptans)
Phenol
Benzene
Induced gas flotation (IGF) or dissolved gas flotation (DGF) enhancement with a complete line of coagulant and flocculant polymers for emulsion breaking and total suspended solids (TSS) reduction
pH control and coagulant/flocculant dosage optimization
Enhanced biological treatment and food-to-mass (F/M) monitoring with on-line measurement of total organic carbon (TOC) and TSS
Supplemental dissolved oxygen (DO) for biological treatment systems during periods of high organics loading to the treatment plant (e.g., during turnarounds)
Toxicity control
Enhanced nitrification
Filamentous bulking control
Foam control and bioaugmentation
Supplemental nutrients
Pond inversion, septicity prevention, and odor control
Sludge conditioning, sludge thickening, and dewatering polymers
Products and processes for metals removal (selenium, arsenic, and iron)
Organics reduction
Effluent sulfite oxidation prior to discharge
Enhanced multi-media filter backwashing
Dioxin removal through advanced oxidation and granular activated carbon treatment
Final effluent disinfection (as required)
Contaminants such as phosphate, iron, lead, copper, chromium, nickel, and manganese can enter wastewater streams from a variety of industrial processes.
We offer a full range of products for removing heavy metals from wastewater. Our treatment programs can be effective in all discharge pH ranges and help you reduce treatment time and chemical usage.
Refinery Reduces Costs and Improves Environmental Impact With ChemTreat’s PUREFloc™
ChemTreat field representatives and consultants have extensive experience supporting systems for effective water recycling. When properly treated, water reuse systems provide a variety of benefits, fostering long-term sustainability.
Grey Water Reclamation & Reuse
To reuse grey water as an industrial influent, your facility may need a treatment program to mitigate suspended and dissolved solids, microbiological nutrients, metal oxides, and other harmful constituents.
Reclaimed water can come from a variety of sources, including the local municipality wastewater treatment plant, rinse waters for demineralizers and other plants systems, process water overflow, and blowdown from boiler or cooling systems.
ChemTreat’s experienced technical team is well-versed in reuse applications. We can design a water treatment program to help you reuse water in your facility to achieve cost savings, improve efficiency, and meet your environmental goals.
Click here to see how we helped an ammonia plant save $2.5 million per year by increasing recycled water usage.
Hydrogen Sulfide (H2S) Scavengers
ChemTreat has a wide range of hydrogen sulfide scavenger technologies available for refinery and terminal applications. We also have extensive experience implementing and servicing H2S control programs and can customize treatment strategies for your unique system challenges.
Our portfolio of H2S and mercaptan scavengers includes:
Crude oil, gasoline, diesel, jet fuel, asphalt, LPG, and heavy fuels solutions
Non-nitrogen scavenging compounds that reduce refinery salt fouling concerns
Amine- and triazine-based products, as well as specialized metals-based chemistries
Water-based chemistries designed for refinery sour water treatments
Odor neutralizers, amine absorbents, masking agents, and oxidants
CT9155 H2S Removal Technology
ChemTreat’s CT9155 treatment is extremely effective in removing H2S and small molecular weight mercaptans from gas, water, crude, natural gas liquids (NGL), hydrocarbon condensates, and fuel oils.
Unlike traditional H2S scavengers, this technology converts H2S to bisulfide and uses a catalyst to speed up the oxidation reactions.
This unique formulation offers many advantages over traditional triazine (MEA/MMA) treatment:
Up to 40% reduction in total chemical program costs for most applications.
Does not cause salting, corrosion, or fouling associated with triazine in refinery operations.
Not formulated with amines or formaldehyde, reducing the total acid number (TAN) and the potential for wastewater treatment plant processing concerns in the treated stream.
Fuel Additives
ChemTreat offers our refining and terminals customers a full suite of finished fuel additives and treatment solutions:
Antioxidants and metal deactivators
Corrosion inhibitors
Petroleum dyes
Lubricity improvers
Cetane number improvers
Fuel oil stabilizers
Gasoline and diesel detergent formulations
Cold flow improvers
Diesel oil combustion improvers
Drag reducers
Antistatic additives
Industrial, marine, and aviation fuel additives
Asphaltene dispersants
Heavy fuel oil combustion improvers
Gasoline antiknock
Mercaptan scavengers
Asphalt scavengers
H2S scavengers
Flair Gas Recovery Unit Corrosion Control
Flair Gas Recovery Units (FGRUs) often contain corrosive chemicals like acid gases, chlorides, and fluorides from the refinery process. Our team has developed a best-in-class treatment program to help you reduce corrosion and fouling from these contaminants in your vital FGRU systems.
The pictures below showcase the results of our FGRU treatment program. Units that previously needed to be shut down for cleaning and repairs every few months can now operate for years between shutdowns thanks to ChemTreat’s technology and expertise.
60-day mild steel corrosion coupon before
treatment shows signs of severe fouling
60-day mild steel corrosion coupon
after treatment is free of fouling and corrosion
Results are examples only. They are not guaranteed. Actual results may vary
Reducing Corrosion in Oil Refinery Flare Gas Recovery Unit
Our CTVista®+ intelligent water management platform enables monitoring and control of your water treatment programs by providing data management, analytics, reporting, and real-time guidance.
This cloud-based software helps our customers make real-time, data-driven decisions to:
Protect system assets
Minimize water, chemical, and energy costs
Meet sustainability goals
CTVista+ combines the collective wisdom of experienced water treatment professionals with real-time data to optimize the effectiveness of the chemical treatment program at your refining facility.
Compatible with most industry-standard equipment setups, CTVista+ is easy to integrate with your existing equipment. Our team can also work with you to create and install a custom equipment package best suited to your facility’s needs.
CTVista®+ Helps Refinery Improve Water Treatment Program Management
Request Consultation with Refining Industry Specialists
ChemTreat can help you improve the efficiency of your refinery with best-in-class water treatment programs. We create custom chemical treatment programs to meet your facility’s unique needs.
Our Team has an Average of 15 Years Field Sales Experience